FPE – M series
Centrifugal Multi Stage Pumps |
|
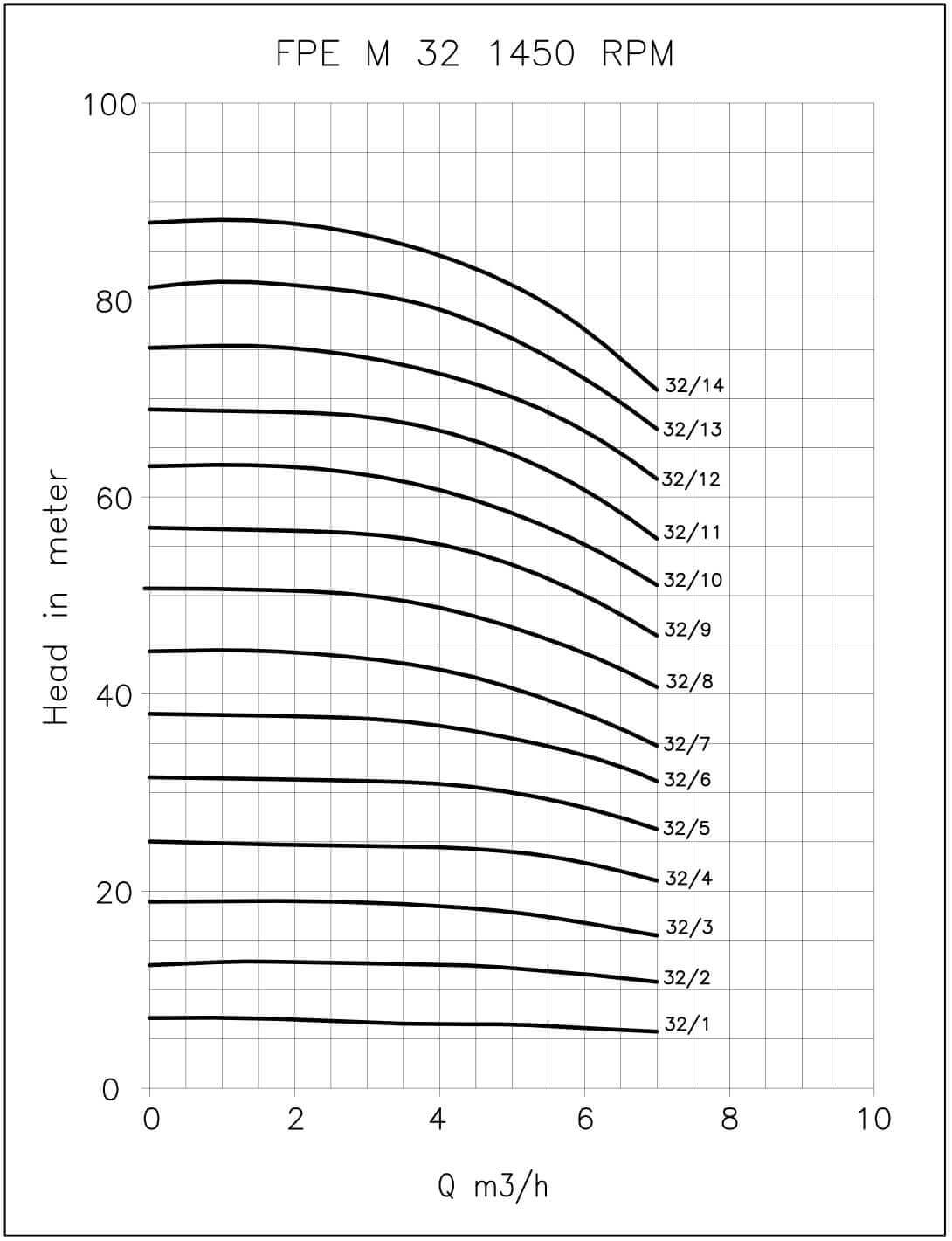
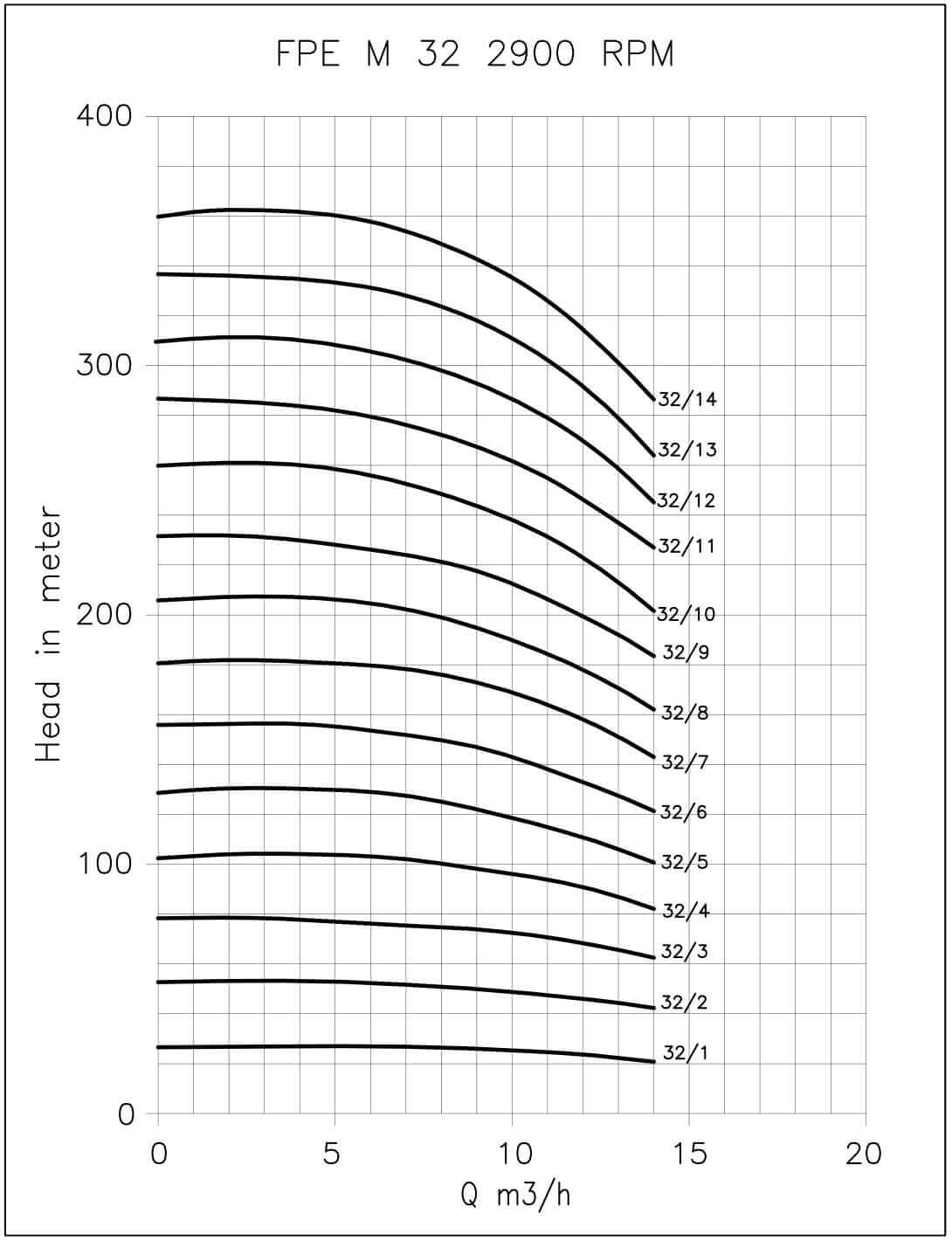
| Capacity up to : | 50 M3/Hr. |
| Temp. up to : | 120° C |
| TDH up to : | 300 MLC |
| Working Pr. up to : | 30 Bars |
| Delivery Size up to : | 65 mm |
| Pharmaceuticals & Chemical | Oil Extraction Plants |
| Pulp & Paper Industries | Waste Oil Refining Plants |
| Starch Industries | Air-Conditioning / Heating Plants |
| Effluent Treatment Plants | Cooling Tower Water Circulation |
| Dyes & Intermediates | Solvent Transfer |
| RO & DM Water Plants | Thermic Fluid Circulation |
Material of Construction :
Pumps are manufactured in variety of materials such as
- Stainless Steel as per ASTM A 351/743 Gr. CF8, CF8M, CF3, CF3M, CD4MCu, CN7M(Al 20).
- Cast Iron.
- Carbon Steel / WCB.
- Bronze.
Centrifugal Multi Stage Pumps Manufacturer
An ideal centrifugal multi stage pump has two or more impellers, either of the same type or different, such as a low NPSH suction impeller, a double suction impeller, or a combination of a centrifugal first stage and side channel stage impeller. Centrifugal multi stage pumps are the most popular type of pump on the market because of their comparatively simple design. Consists of components such as diffusers that effectively direct the fluid into the impeller’s eye or to the stage after it. Being one of the most prominent names as a centrifugal multi stage pump manufacturer, we at SMS Pumps & Engineers have a considerable quantity of expertise at our disposal. SMS Pump & Engineers is a largest manufacturer of FPE – M series known as centrifugal multi stage pump.
Best
manufacturer and supplier of centrifugal multi stage pump
of 50hz, 60Hz SCRI, SCR, and SCRN series. Provide a wide range of centrifugal multi stage pump from
high pressure multistage centrifugal pumps
to side channel pumps to vertical turbine pumps. SMS Pumps & Engineers is a leading centrifugal multi stage pump manufacturer. Our pump is a heavy duty process pumps that used in many application. Leading multistage centrifugal multi stage pump manufacturer and supplier by SMS Pumps. Leading centrifugal multi stage pump manufacturers we offer a broad range of high pressure centrifugal water pumps and related equipment like pumps spares etc.
High Pressure Centrifugal Multi Stage Pump Manufacturer
Our pump is a robust process pump that was created especially for industrial use, mostly in high-pressure settings. The high-pressure centrifugal multi stage pumps in our inventory are appropriate for connecting with electric motors and come with standard grease lubrication. Large bearings and a hydraulic pressure balancing system provide double support for the structure. Because the impellers in centrifugal multi stage pumps face the same direction, a high thrust is produced. To mitigate this, the centrifugal multi stage pump manufacturer plant a thrust-balancing device, such as a balance disc or balance drum, which lowers the thrust to a level that can be controlled by a standard-sized thrust bearing. Reverse osmosis (RO), boiler feed water, high-pressure cleaning, heating, condensate, fuel delivery, mining, oil and gas production, power generation, and water works are just a few of the uses for this equipment.
Possessing some unique features, the range of centrifugal multi stage pumps we at SMS Pumps & Engineers are retailing has been off the hooks giving us prominence as a leading centrifugal multi stage pump exporter. These attributes are:
- The centrifugal multi stage pumps can raise the water flow pressure in sequence since they feature several impellers.
- Because there is less head per stage, leakage loss can be decreased by using impellers that are smaller in size and have tight tolerances.
- It also contributes to the reduction of floor area. Furthermore, these pumps have excellent performance and efficiency since they require less motor horsepower.
- Compared to a single-stage pump, the noise level is reduced by the additional stages.
- For optimal results, the power of our centrifugal multi stage pump will range from 0.75 to 2 KW or from 0.5 to 1.5 KW. Delivers at a temperature of 120°C and reaches 300MLC TDH levels with a 65 mm delivery capacity.
-
Our selection of centrifugal multi stage pumps is both extremely economical and highly efficient, establishing our brand name among the prime
centrifugal multi stage pump suppliers
.
